Description
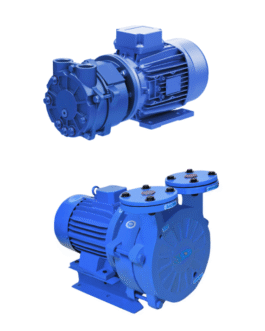
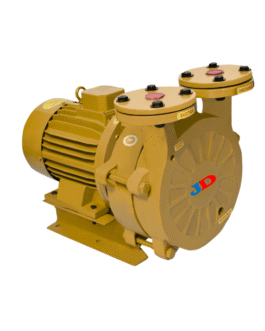
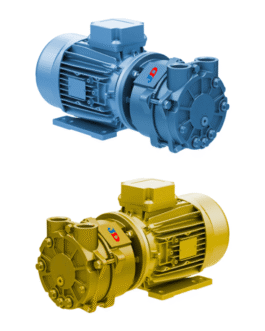
Water (Liquid) Ring Vacuum Pump manufacturers
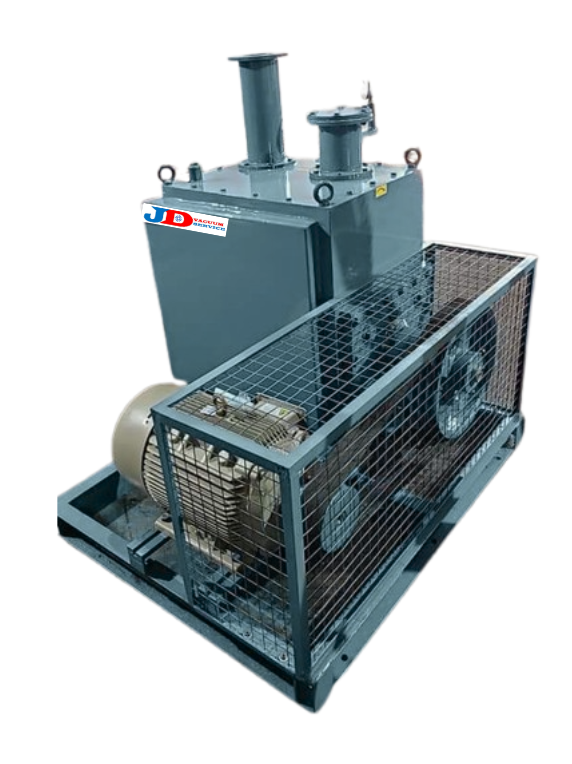
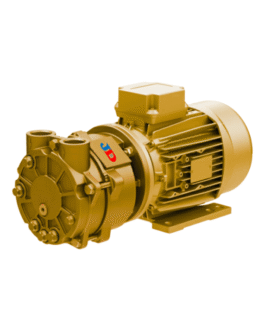
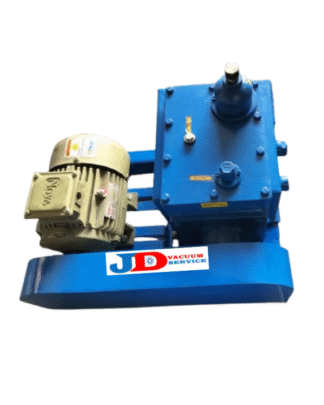
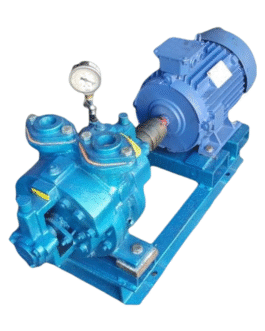
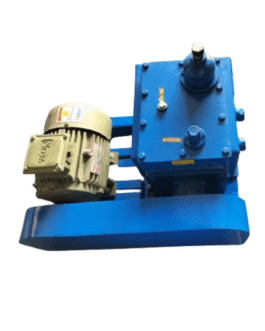
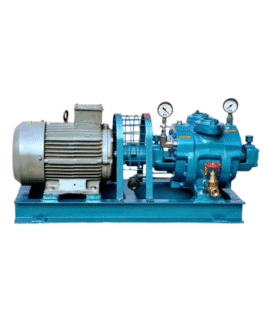
JD VACUUM SERVICE presents the Water(Liquid) Ring Vacuum Pump, also known as a Liquid Ring Pump. This product is, therefore, made using high-quality components and advanced modern technology. We have also adhered to international quality standards. Our customers will appreciate our Water Ring Vacuum Pump product. We offer our products at economical prices.
Water(Liquid) Ring Vacuum Pump / Liquid Ring Pump
A liquid-ring pump is a rotating positive-displacement pump.
They are typically used as a vacuum pump, but can also be used as a gas compressor. The function of a liquid-ring pump is similar to a rotary vane pump. The difference is that the vanes are an integral part of the rotor and churn a rotating ring of liquid to form the compression-chamber seal.
They are, therefore, an inherently low-friction design, with the rotor being the only moving part. Consequently, sliding friction is limited to the shaft seals. Moreover, liquid-ring pumps are typically powered by an induction motor, which enhances the efficiency of the Water Ring Vacuum Pump product.
Use Of Water(Liquid) Ring Vacuum Pump
Liquid-ring vacuum pumps can use any liquid compatible with the process, provided it has the appropriate vapor pressure properties, as the sealant liquid. Although the most common sealant is water, almost any liquid can be used. The second most common is oil. Since oil has a very low vapor pressure, oil-sealed liquid-ring vacuum pumps are typically air-cooled.
For dry chlorine gas applications, concentrated sulfuric acid is used in the Water Ring Vacuum Pump product.
Water ring vacuum pump working principle
The casing of the machine is cylindrical, and, furthermore, it has a control disc on either side. Additionally, an eccentrically located impeller with curved blades rotates within the casing. The liquid (preferably) introduced is set into rotary motion by the blades, thus forming the watering concentric with the casing, which is a critical aspect of the Watering Vacuum Pump product.
Cells are formed between the ring and the blades of the impeller. These cells vary in volume from maximum to minimum with each revolution. The conveying medium enters the working chamber through the opening in the lateral control discs. It is compressed by the decrease in volume of the cells.
It then flows together with the cooling through the discharge opening in the control discs to the delivery port. This process highlights the efficiency of the Water Ring Vacuum Pump product.