Description
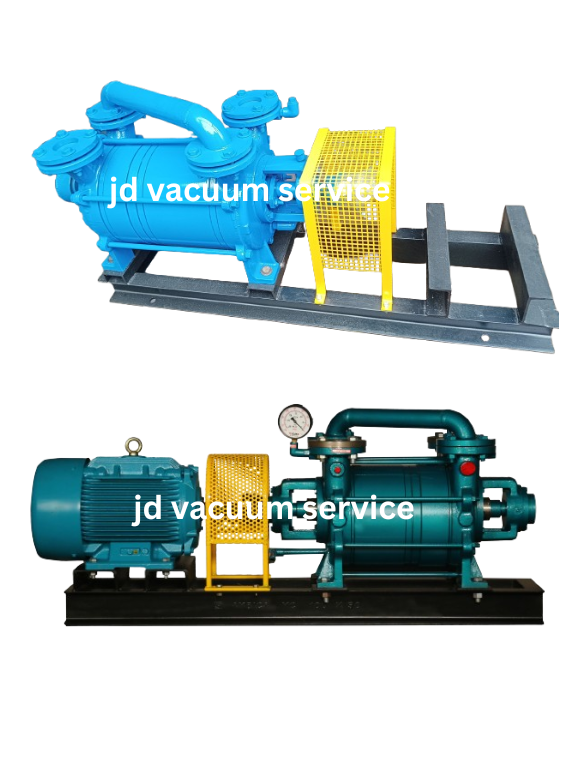
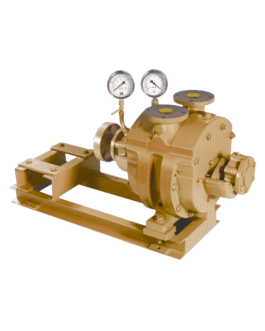
Two Stage Liquid Ring Vacuum Pump – JD Vacuum Service
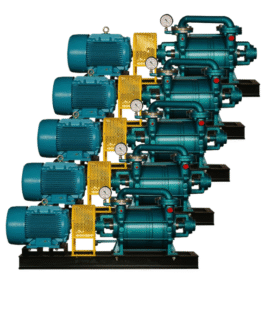
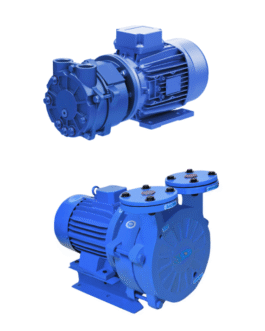
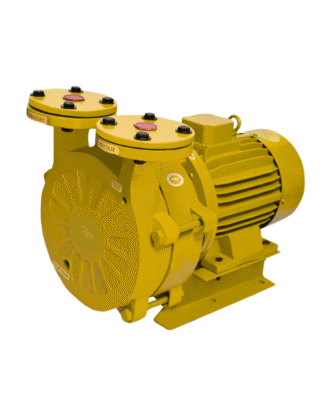
Experience superior vacuum performance with the Two Stage Liquid Ring Vacuum Pump from JD Vacuum Service, engineered for industries that demand consistent, deep vacuum levels. It provides exceptional reliability. Thanks to its advanced two stage compression system, this pump achieves higher vacuum efficiency, stable operation, and enhanced vapor handling. Therefore, it is the perfect solution for chemical processing, pharmaceuticals, power plants, textiles, and food industries.
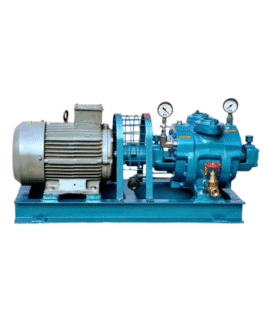
Furthermore, its robust design ensures long service life, even in the most demanding industrial environments.
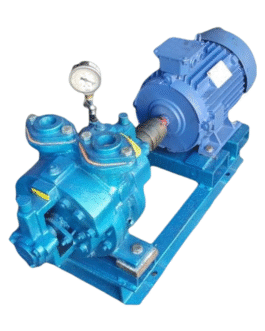
Durable Construction & Smooth, Low-Vibration Operation
Built with corrosion-resistant materials and crafted for heavy duty performance, this vacuum pump guarantees durability that stands the test of time. Moreover, the precision-balanced rotating components reduce noise and vibration, ensuring smooth, trouble-free operation. Its liquid sealed mechanism prevents internal friction, resulting in reduced wear and minimal maintenance requirements. Therefore, users benefit from improved uptime, lower operational costs, and steady, reliable vacuum output.
Advanced Features for Superior Functionality & Productivity
Engineered to deliver high performance across a variety of applications, this two-stage liquid ring vacuum pump offers excellent suction capabilities, enhanced water management, and greater thermal stability. Additionally, the two-stage design ensures deeper vacuum levels than single-stage models. This makes it ideal for processes requiring consistent vacuum pressure under varying load conditions. As a result, it boosts operational efficiency while maintaining safety, cleanliness, and long-term performance.