Description
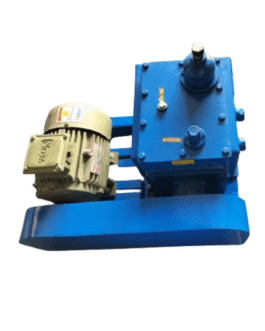
Industrial Single Stage Water Ring Vacuum Pump – JD Vacuum Service
Unmatched Performance for Industrial-Grade Vacuum Applications
The Industrial Single Stage Water Ring Vacuum Pump from JD Vacuum Service is engineered to deliver powerful, reliable, and consistent vacuum performance across a wide range of demanding industrial operations. Moreover, its robust construction and smooth water ring technology ensure significantly reduced friction. It also provides quieter functionality and extended equipment lifespan. This is ideal for use as a single stage pump in this industrial setting.
Whether you’re in chemical processing, food packaging, pharmaceuticals, or filtration, this industrial vacuum pump guarantees steady suction. It supports continuous operation and offers exceptional durability. This makes it a key instrument in industries needing such a specialized vacuum pump.
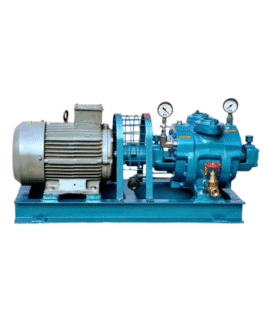
Featuring superior hydraulic design, this single-stage pump provides stable vacuum levels up to 700 mmHg. This makes this industrial vacuum ideal for operations requiring efficient air handling and vapor removal. for an industrial single stage water ring setting.
Additionally, its corrosion resistant internals allow it to thrive in environments dealing with wet gases and light chemicals. This is suitable for an industrial water ring system. This ensures dependable performance shift after shift.
Precision Engineering & Enhanced Durability for Long-Term Use
Crafted with high-grade cast iron or stainless steel, the pump is built to withstand long operational cycles. It endures extreme industrial conditions as well. Furthermore, its dynamically balanced impeller ensures minimal vibration, reduced wear, and optimal energy efficiency. Because of its simplified internal design, maintenance requirements are noticeably lower compared to conventional vacuum pumps. This showcases real advantages in an industrial water ring vacuum pump.
Key mechanical advantages include:
- Heavy-duty bearing system for long service life
- Stainless steel shaft for superior corrosion resistance
- Efficient mechanical seal or gland packing options
- Optimized water circulation system to maintain consistent performance
As a result, companies benefit from lower downtime, fewer repairs, and increased operational efficiency, ultimately reducing overall production costs by using this industrial single stage vacuum pump.