Description
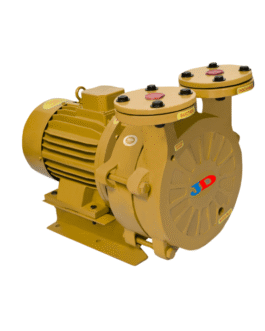
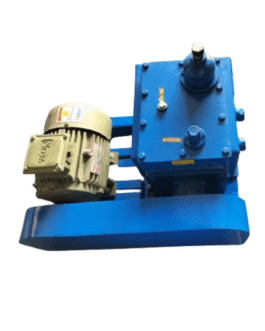
15 HP Single Stage Water Ring Vacuum Pump – JD Vacuum Service
Experience superior vacuum generation with the 15 HP Single Stage Water Ring Vacuum Pump, engineered for industries that demand consistent, high-capacity performance. Designed for tough applications, this pump ensures smooth operation, low noise, and exceptional stability, making it an ideal choice for chemical processing, pharmaceuticals, food industries, vacuum forming, and dehydration applications. Furthermore, its single-stage configuration guarantees high efficiency while maintaining minimal maintenance requirements—saving both time and money.
Durable Construction & High-Efficiency Output
Built with rugged materials and precision engineering, this pump delivers reliable operation even in demanding environments. Its corrosion-resistant body, heavy-duty bearings, and balanced design ensure long-lasting durability. Additionally, the water ring technology provides uniform compression, reducing friction and heat generation. As a result, your machinery stays protected and runs efficiently for extended periods without interruption.
Smooth Running, Low Vibration & Energy-Saving Design
This 15 HP water ring vacuum pump offers exceptional performance with low vibration, reduced operational noise, and improved energy efficiency. Moreover, its advanced design ensures a stable vacuum even during fluctuating load conditions. Equipped with optimal sealing and a robust impeller, this pump minimizes wear and tear while maximizing output—making it a smart investment for long-term operation.