Description
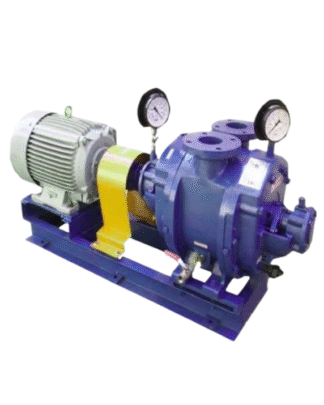
Industrial Two Stage Water Ring Vacuum Pump – JD Vacuum Service
Unmatched Two-Stage Performance for Heavy-Duty Industrial Vacuum Needs
Experience superior vacuum efficiency with the Industrial Two Stage Water Ring Vacuum Pump. It is engineered by JD Vacuum Service for industries that demand consistent, high capacity performance. Because of its dual-stage design, this pump delivers deeper vacuum levels and enhanced compression. It also offers remarkable stability—even in the most challenging environments. As a result, businesses benefit from reduced downtime, smoother operations, and long-term reliability.
Built with precision engineering, the double stage configuration ensures higher volumetric efficiency and improved handling of vapours and saturated gases. Moreover, its rugged cast iron or stainless steel construction (as per requirement) guarantees durability, corrosion resistance, and extended service life.
Advanced Technical Specifications for Superior Output
Designed to meet heavy industrial expectations, this water ring vacuum pump offers robust, energy efficient, and maintenance friendly features. Additionally, its thoughtful architecture supports demanding processes across chemical, pharmaceutical, food processing, power plants, and textile sectors.
Why This Two-Stage Vacuum Pump Is the Perfect Industrial Choice
When investing in industrial equipment, performance and reliability matter most. Therefore, choosing this advanced two-stage vacuum pump means securing unmatched consistency and power for your operations. Not only does it minimize vibration and operational noise, but it also boasts efficient water consumption. Additionally, it offers easy serviceability and long-running smooth performance.
In addition, the pump’s innovative water ring mechanism reduces internal friction, ensuring cooler operation. It significantly increases the lifespan of internal components. This means your business enjoys lower operational costs, fewer breakdowns, and exceptional return on investment.
Whether your industry requires continuous vacuum, moisture handling, or gas extraction, this pump ensures flawless, energy-efficient performance every time.