Description
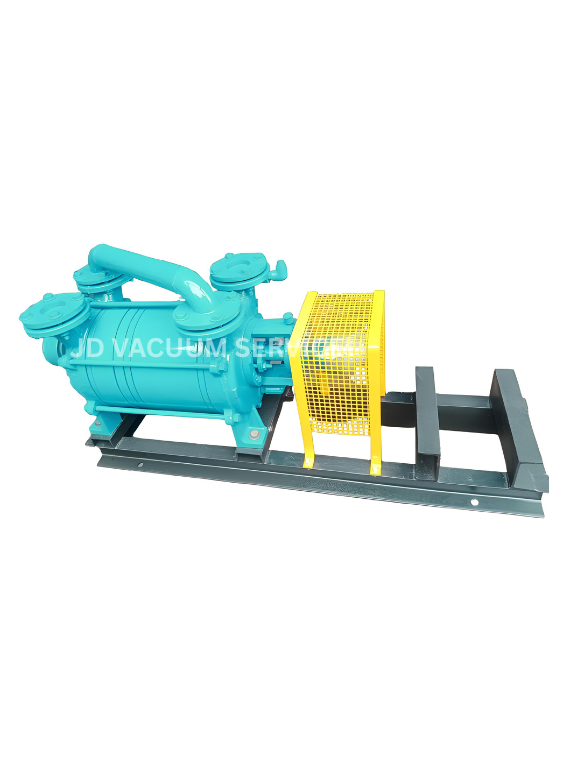
JD Double Stage Water Ring Vacuum Pump – Premium Industrial Performance
Experience powerful and consistent vacuum generation with the JD Double Stage Water Ring Vacuum Pump. It is engineered to deliver exceptional suction performance even in the most demanding industrial environments.
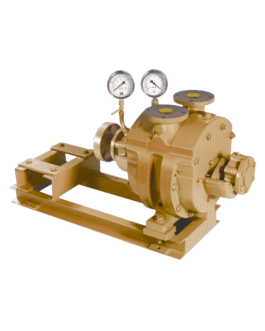
With its dual stage compression system, this pump ensures deeper vacuum levels, faster evacuation times, and optimal energy efficiency. As a result, industries benefit from reliable, vibration free, and low maintenance operation. This makes it ideal for packaging, chemical processing, distillation, filtration, and JD Double Stage Water Ring Vacuum Pump use in pharmaceutical applications.
Furthermore, its precision balanced impeller, combined with rugged construction, guarantees smoother running and longer operational life. This advanced design provides you with the confidence to run continuous applications without unexpected downtime, ensuring maximum productivity and cost effectiveness.
Heavy-Duty Construction Built to Last
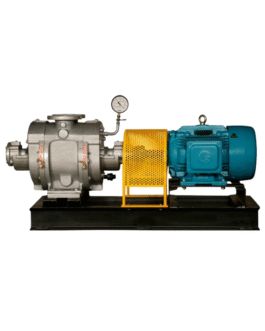
Crafted for durability and long-term industrial use, the JD Double Stage Water Ring Vacuum Pump boasts a corrosion-resistant body. It also features high-grade mechanical seals and robust bearings. Consequently, this unit delivers stable performance even under harsh working conditions, including high moisture and heavy vapor loads.
Additionally, its compact monoblock design allows for easy installation, minimal space usage, and hassle-free alignment. Thus, the JD Double Stage Vacuum Pump becomes a preferred choice for industries looking to upgrade or replace their existing systems. Every component is meticulously engineered to ensure greater reliability, reduced wear, and extended service intervals.
Designed for High Performance and Easy Maintenance
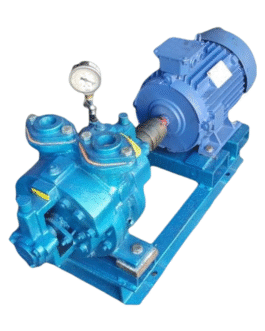
This double-stage water ring vacuum pump is not only performance-driven but also engineered with user convenience in mind. The low noise levels, simple maintenance requirements, and energy saving operation make it a smart investment for facilities aiming to reduce operational costs.
Moreover, the pump’s enhanced volumetric efficiency, consistent suction capacity, and stable vacuum levels make it suitable for a wide range of industrial processes. The JD 2 Stage Water Ring Vacuum Pump’s operational versatility ensures seamless integration into both standard and specialized applications.