Description
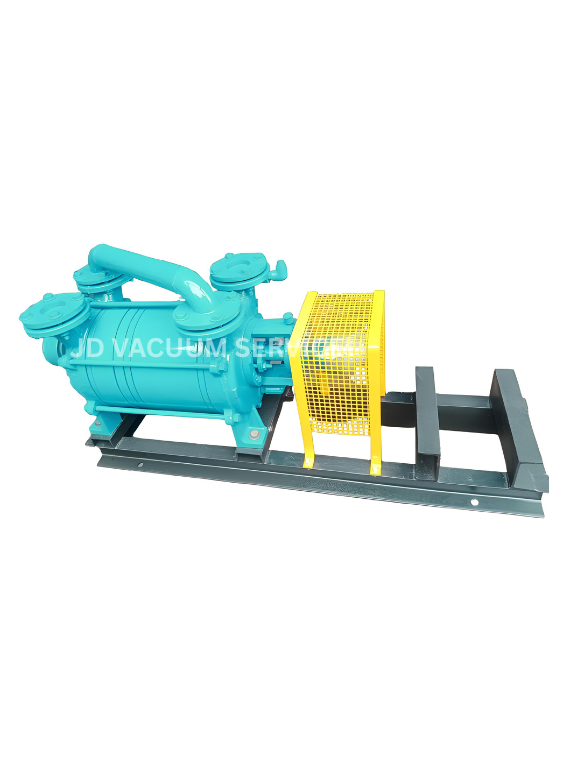
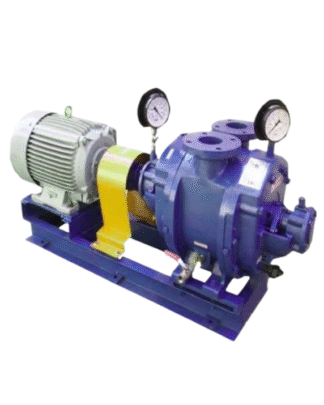
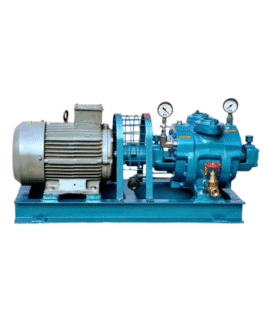
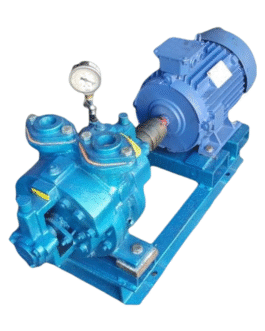
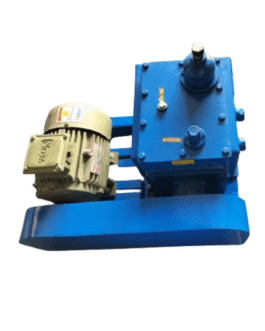
Single Stage Liquid Ring Vacuum Pumps – JD Vacuum Service
Experience the power of Single-Stage Liquid Ring Vacuum Pumps, designed to deliver exceptional performance across a wide range of industrial applications. Engineered with precision, these pumps ensure stable operation, low noise, and long-lasting efficiency.
This makes them the perfect solution for industries that demand uninterrupted vacuum support. Furthermore, their robust construction guarantees reliability even in the most challenging environments. This allows users to operate with confidence and peace of mind.
We are the leading single-stage water ring vacuum pump supplier in India, and our products have a strong reputation abroad as well. Contact us today to know how our vacuum solutions can assist your complex working conditions and operations. Our comprehensive solutions will improve the efficiency and reliability of your products and services, and your business will thrive within a short period.
We are the most trusted and leading vacuum pump manufacturers in India, consistently delivering cost-effective vacuum pumps.
Advanced Design Built for Durability and Smooth Operation
Crafted using high-grade materials, each Single Stage Liquid Ring Vacuum Pump is built to withstand extensive usage, while maintaining optimal efficiency. Additionally, the pump’s simple yet effective design allows for minimal vibration and enhanced durability. Its corrosion-resistant internal components and optimized cooling mechanism provide consistent vacuum levels. This ensures seamless performance even under continuous load. As a result, industries benefit from reduced maintenance and an extended service life.
Versatile Solution for Multiple Industrial Applications
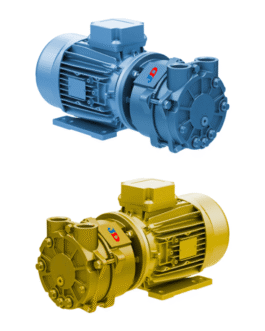
Due to their superior handling of wet gases, vapor-laden air, and saturated mixtures, these vacuum pumps are widely used in the chemical processing, pharmaceutical, textile, and paper industries, among others. Moreover, their ability to perform efficiently with low operating noise and reduced power consumption makes them a cost-effective choice. Whether for general vacuum operations or specialized industrial processes, these pumps deliver unmatched versatility and efficiency.